Klassificeringen afCNC-bearbejdningteknologi kan specifikt skelnes fra flere dimensioner såsom bearbejdningsmetoder, procesanvendelser og kontrolmetoder.
1. Klassificering baseret på bearbejdningsteknologiske egenskaber
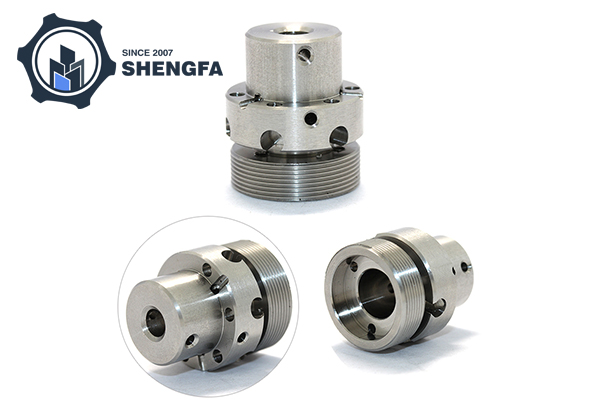
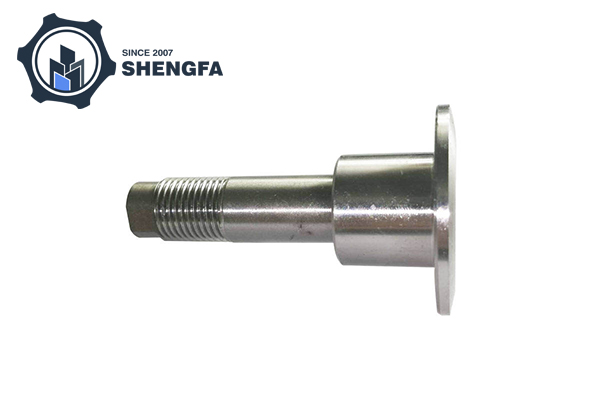
Rotationsskæring: Kernen er at behandle roterende dele, der dækker en række drejningsprocesser såsom udvendig drejning, indvendig drejning, endefladebehandling og gevindformning.
Plan- og konturfræsning: Fokus på bearbejdning af geometriske former såsom planer, riller og komplekse buede overflader. Teknologien dækker en række forskellige fræsestrategier såsom planfræsning, endefræsning og profilfræsning.
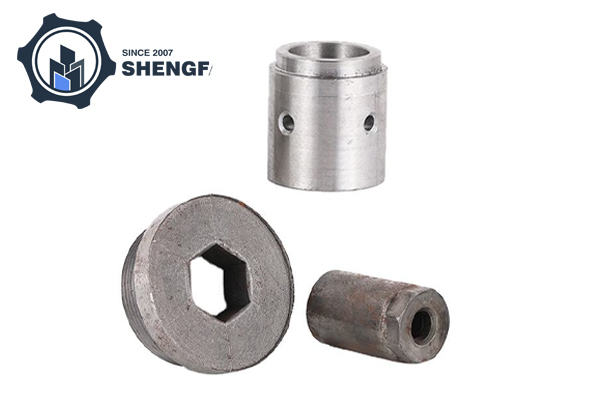
Hulbearbejdningsteknologi: Håndterer specielt behandlingsbehovene for forskellige typer huller, herunder boring, oprømning, finrømning, boring og andre processer for at opfylde kravene til forskellige åbninger og præcision.
Overfladebehandling: Til dele med strenge krav til overfladeruhed anvendes slibning, polering og andre tekniske midler, såsom præcisionsbearbejdning af lejer og tandhjul.
Speciel og ikke-traditionel bearbejdning: Inklusive laserskæring og -svejsning, ultralydsbehandling og vandskæring, er disse teknologier ikke afhængige af traditionel mekanisk skæring, men bruger energistråler eller væskekraft til bearbejdning.
2. Klassificering baseret på ansøgningsproceskategori
Metal direkte skærende værktøjsmaskiner: fokus på direkte fjernelse af metalmaterialer, der dækker en række forskellige værktøjsmaskiner såsom drejebænke, boremaskiner, fræsemaskiner, slibemaskiner osv.
Værktøjsmaskiner til formgivning af metal og plast: brug ydre kræfter såsom tryk og stød til plastisk deformering af metal for at danne den nødvendige form, såsom presser, bukkemaskiner osv.
Special- og højpræcisionsbearbejdningsmaskiner: til bearbejdningsopgaver med specielle materialer eller højpræcisionskrav, såsom laserskæring, EDM, trådskæring og andre specielle bearbejdningsmaskiner.
3. Klassificering ud fra kontrolstrategi og nøjagtighed
Punktstyringsmaskiner: Denne type værktøjsmaskiner fokuserer kun på den præcise placering af værktøjet ved hvert punkt i rummet og involverer ikke bevægelsesbanen mellem dem.
Lineær styring af værktøjsmaskiner: På basis af punktstyring skal du yderligere sikre dig, at værktøjet bevæger sig nøjagtigt langs en retlinjet bane mellem to punkter.
Multi-akse konturkontrol værktøjsmaskiner: det højeste niveau af kontroltilstand, som samtidigt kan styre bevægelsen af flere koordinatakser for at opnå præcis behandling af komplekse tredimensionelle former, velegnet til produktion af højpræcision og komplekse dele.